Пролог
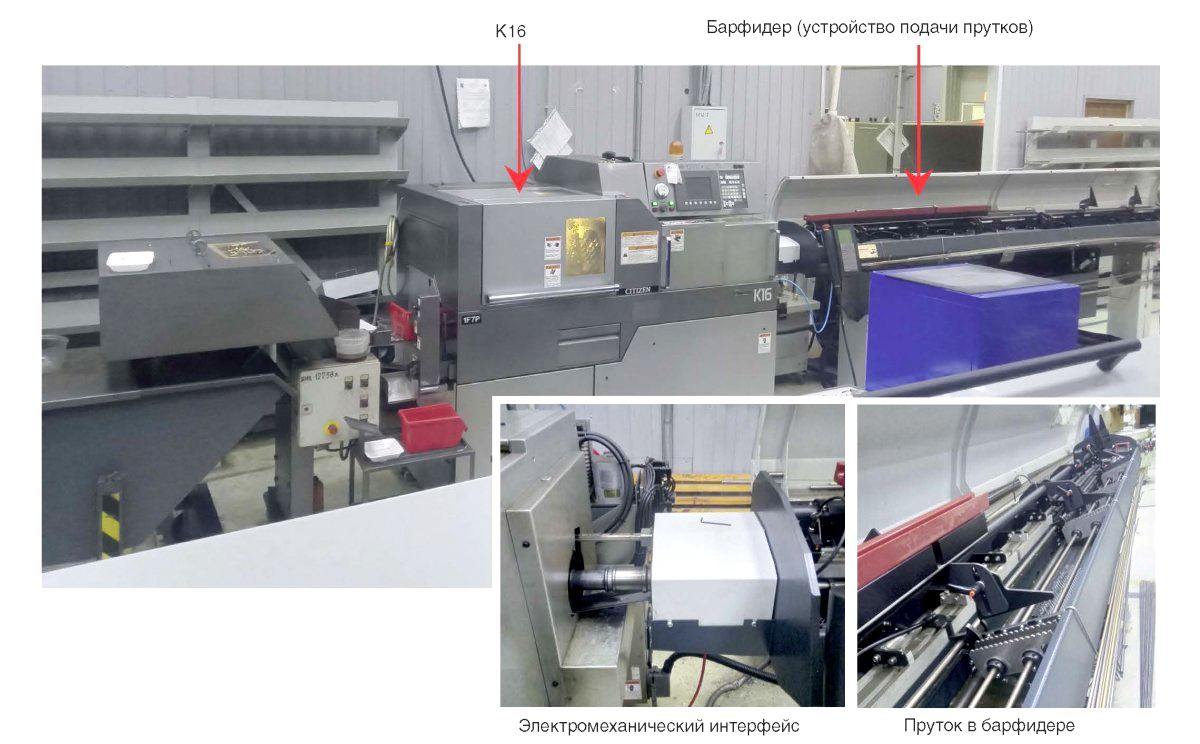
В 2009 году на производственном предприятии было установлено высокотехнологичное оборудование японского производства для обработки металлических прутков. В процессе эксплуатации данного оборудования были выявлены определённые технические проблемы, связанные с вибрацией станка при обработке прутков.
Проблема
Использование прутков ненадлежащего качества, характеризующихся отклонениями от геометрических параметров, приводило к нестабильной работе станка. Прутки с отклонениями в форме (изогнутые, овальные) не обеспечивали должного контакта с зажимными элементами оборудования, что вызывало вибрацию, а в некоторых случаях приводило к выпадению прутка из зажима и повреждению оборудования. Это, в свою очередь, негативно сказывалось на качестве обработки и требовало дополнительных временных и финансовых затрат на ремонт и техническое обслуживание оборудования.
Решение
Для устранения выявленных проблем и повышения эффективности производственного процесса была разработана и внедрена система контроля качества металлических прутков. Данная система включает в себя ряд последовательных этапов проверки прутков перед их использованием на производственном оборудовании.
1. Приёмка прутков
Первоочередной задачей является обеспечение высокого качества поступающего на предприятие сырья. Прутки должны соответствовать следующим требованиям:
-
Отсутствие механических повреждений (заусенцев, вмятин)
-
Чистота поверхности
-
Упаковка в деревянные ящики, обеспечивающая защиту от воздействия влаги
-
Аккуратная обрезка и укладка в пачки
-
Соблюдение требований к количеству прутков в пачке и ровности торцов
2. Контроль кривизны прутков
Для оценки прямолинейности прутков используется специализированное оборудование, включающее магнитные элементы и измерительную линейку значительной длины. Прутки, имеющие отклонения от прямолинейности, подлежат отбраковке.
3. Контроль овальности прутков
Оценка круглости прутков осуществляется с помощью штангенциркуля, позволяющего проводить точные измерения диаметра. Прутки с отклонениями от формы (овальные) также подлежат отбраковке.
4. Сортировка и маркировка
После проведения всех этапов проверки прутки классифицируются на две категории:
-
Прутки удовлетворительного качества, соответствующие установленным стандартам (маркировка «ОК»)
-
Прутки с отклонениями от стандартов, не пригодные для использования на высокоточном оборудовании (маркировка «Б»)
Прутки категории «Б» могут быть использованы на других типах оборудования, не требующих такой высокой точности обработки.
Эпилог
Внедрение системы контроля качества металлических прутков позволило значительно повысить стабильность работы производственного оборудования, снизить количество отказов и сократить время на проведение ремонтных работ. Это, в свою очередь, привело к увеличению производительности, улучшению качества выпускаемой продукции и оптимизации производственных затрат.

