Лазерная резка с использованием роботизированных систем: разработка универсального программного обеспечения
Внедрение роботизированных систем в производственные процессы для лазерной резки является эффективным методом повышения уровня автоматизации. Однако адаптация роботов для выполнения разнообразных задач на предприятиях сопряжена с техническими и программными сложностями.
Трехкомпонентный алгоритм
Для упрощения процесса разработки программ управления роботами был разработан алгоритм, включающий следующие этапы:
-
Определение траектории движения лазерного луча:
-
Установление координат для резки заготовки.
-
-
Расчет кинематики робота:
-
Учет конструктивных особенностей робота и его оборудования, включая ограничения по движению и допустимые зоны столкновения.
-
-
Формирование команд для управления роботом:
-
Разработка программного кода, соответствующего требованиям конкретного робота, с использованием специализированных языков программирования, таких как G-код или KRL для роботов KUKA.
-
Этот подход позволяет создавать унифицированные программные решения, пригодные для широкого спектра задач и типов роботизированных систем.
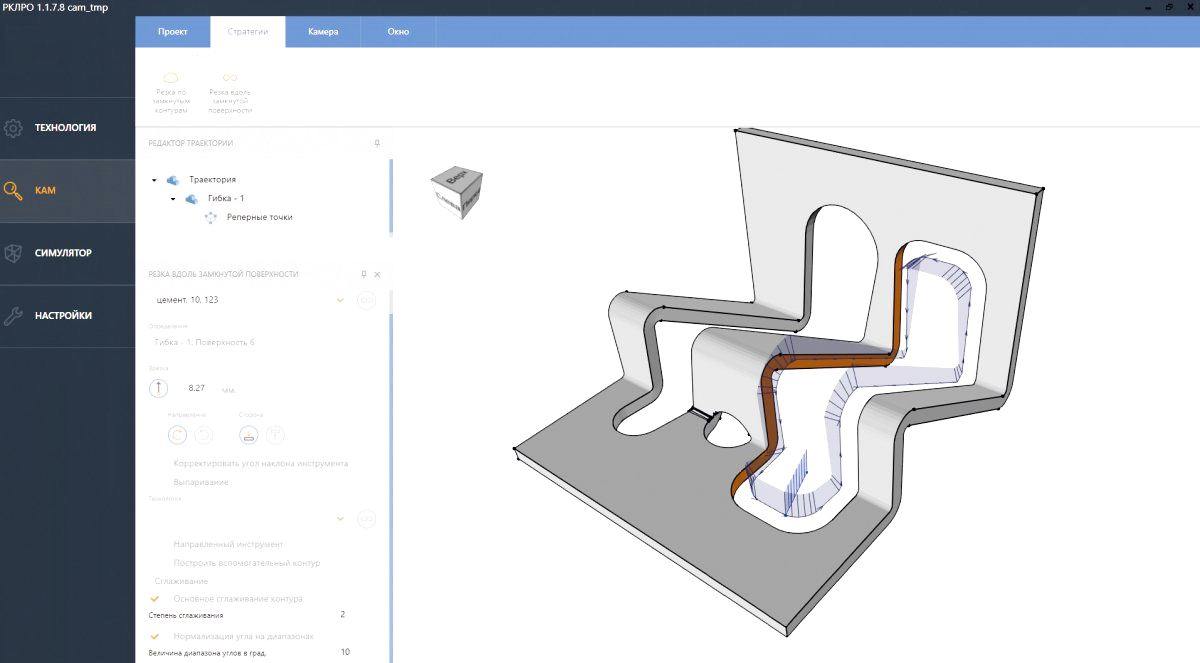
Формирование траектории лазерного луча
При разработке программ для лазерной резки не требуется учитывать специфические параметры конкретного робота. Для этого применяются следующие инструменты:
-
Создание геометрического контура реза:
-
Возможность моделирования сложных трехмерных форм для обработки объемных деталей.
-
-
Идентификация областей с отверстиями:
-
Оптимизация процесса раскроя заготовок с множественными отверстиями.
-
-
Определение геометрии объемных деталей:
-
Точная настройка траектории лазерного луча для обработки сложных пространственных форм.
-
Корректировка программы возможна на любом этапе разработки.
Расчет кинематических параметров робота
Для обеспечения корректного движения робота необходимо учитывать его конструктивные особенности. Например, при работе с портальными роботами задача упрощается, в то время как для роботов с шестью степенями свободы требуется:
-
Анализ потенциальных зон блокировки:
-
Использование роботов с избыточной подвижностью для минимизации риска застревания.
-
-
Выявление областей возможного столкновения с заготовкой:
-
Применение специализированных алгоритмов для предотвращения столкновений.
-
-
Определение недоступных зон для манипулятора:
-
Создание карты движения робота с учетом всех ограничений.
-
Настройка программного обеспечения для робота
После завершения расчета кинематических параметров программа адаптируется к специфике оборудования. Для этого применяются специализированные программные средства, генерирующие команды управления в формате, соответствующем требованиям конкретного робота. Примеры таких форматов включают G-код для универсальных систем управления и KRL для роботов KUKA.
Заключение
Компания VPG LaserONE разработала универсальную систему автоматизации процессов лазерной резки с использованием роботизированных технологий. Данная система находит применение на различных производственных предприятиях, способствуя повышению эффективности и надежности производственных процессов.

