Сравнительные испытания геометрии сменных твердосплавных пластин для оптимизации обработки круглого проката
Введение
В условиях конкурентной борьбы и стремления к снижению издержек производители активно ищут пути совершенствования своих производственных процессов. Одним из ключевых элементов обработки металлов является резание, для которого применяются различные режущие инструменты с различными геометрическими параметрами.
Стоимость режущих инструментов составляет от 4% до 10% от конечной стоимости продукции. Повышение их производительности позволяет снизить себестоимость, особенно учитывая быструю изнашиваемость режущих пластин.
Для увеличения износостойкости режущих инструментов применяются многослойные покрытия, включая карбид титана, нитрид титана и оксид алюминия. Эти покрытия обеспечивают защиту инструмента от износа, перегрева и прилипания обрабатываемого материала.
Материалы и методы исследования
Для проведения экспериментов использовались круглые стальные прутки диаметром от 23 до 27 мм и длиной от 3000 до 6000 мм. Испытания осуществлялись на специализированном оборудовании для обработки металлов.
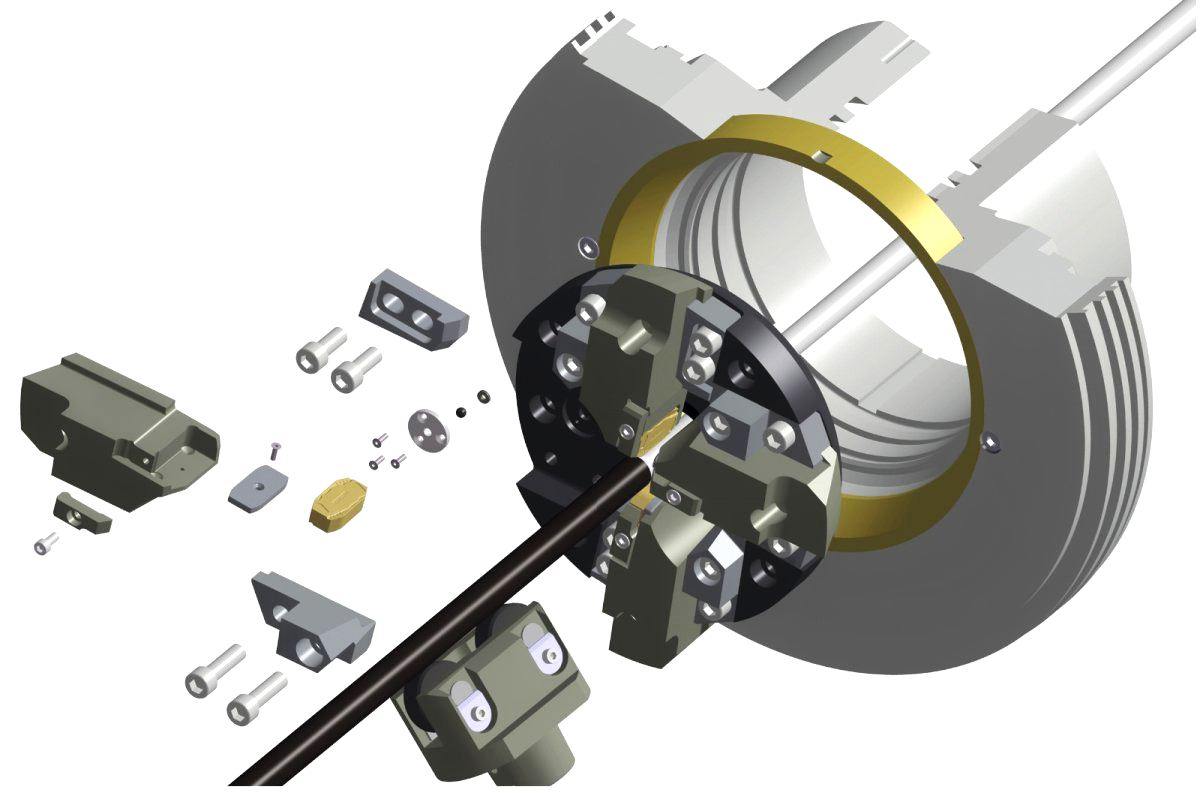
В рамках исследования применялись два типа режущих пластин: базовые модели LNGF и новые модели JNGF-2008-BF-M20. Пластины устанавливались в соответствующие держатели.
Замена режущих пластин производилась при увеличении нагрузки на инструмент или при достижении критического уровня шероховатости обрабатываемой поверхности.
Результаты и обсуждение
Экспериментальные данные показали, что качество готовых изделий оставалось неизменным, однако стойкость режущих пластин различалась. Под стойкостью понимается способность инструмента выполнять свою функцию без замены режущей кромки.
Результаты испытаний представлены в виде графиков и таблиц, демонстрирующих стойкость новых пластин при обработке различных типов стали.
Выводы
Результаты исследования показали, что новые твердосплавные пластины модели JNGF-2008-BF-M20 обладают более высокой стойкостью по сравнению с базовыми моделями. Уровень стойкости новых пластин превысил базовый на 19%, что способствовало повышению производительности.
Проведенные исследования подтверждают перспективность использования новых твердосплавных пластин для улучшения качества обработки металлов и снижения производственных затрат.
Литература
-
Антипова, О.И. «Управление качеством изготовления режущего инструмента». Тольятти, 2008.
-
Mordor Intelligence. «Рынок быстрорежущих инструментов». URL: https://www.mordorintelligence.com/ru/industry-reports/high-speed-steel-cutting-tools-market.
-
«Технология обработки металлов». URL: https://tehnologija-obrabotki-metallov.ru.
-
Haubner, R. и др. «Новые износостойкие покрытия для металлообработки». Powder Metallurgy Progress. 2018.
-
Boehlerit. «Обработка металлов». URL: https://www.boehlerit.com.
-
Безъязычный, В.Ф. и др. «Расчет режимов резания». 2009.
-
Козлов, А.А. и др. «Расчет режимов резания». 2017.
Авторы:
-
М.П. Куприков, ООО «ИНТЕХНОМЕТ», Москва
-
Н.В. Коробка, ПАО «Ижсталь», Ижевск
-
В.С. Юсупов, Институт металлургии РАН, Москва
Контактные данные: kuprikov_m@intechnomet.ru

