Мы продолжаем исследование функционирования лазерного станка, предназначенного для резки металла с использованием мощного лазерного излучения. В данном разделе рассмотрим изменения, происходящие при увеличении мощности лазерного луча.
Влияние мощности лазера в 2 киловатта на процесс резки металла
Функционирование станка
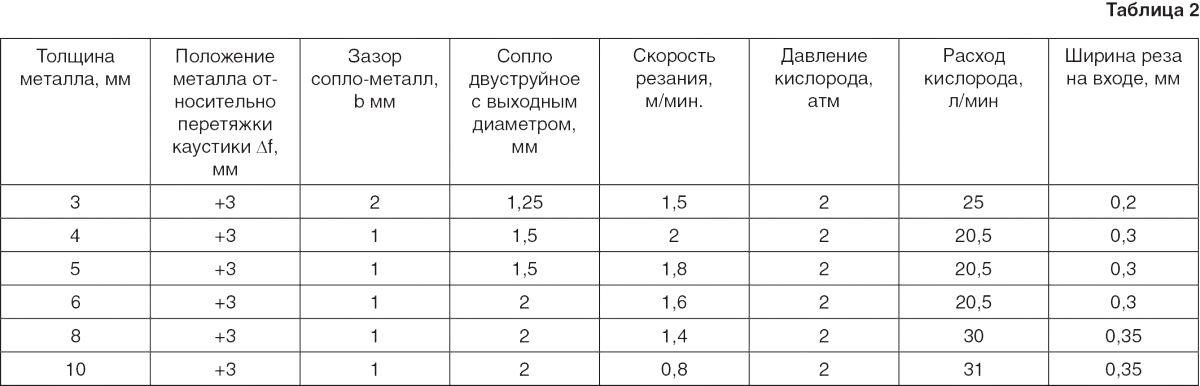
При увеличении мощности лазерного излучения до 2 киловатт наблюдается возможность резки стали большей толщины. Для анализа процесса были проведены соответствующие эксперименты, результаты которых представлены в таблице.
-
Фокусировка лазерного луча: лазерный луч сохраняет высокую степень фокусировки, аналогичную режиму с мощностью 1 киловатт. Это обеспечивает узконаправленность и высокую интенсивность излучения.
-
Нагрев металла: увеличение мощности приводит к более интенсивному нагреву металла, что способствует его испарению и плавлению.
-
Влияние расстояния: при увеличении расстояния между лазерным излучателем и металлической поверхностью происходит расширение лазерного луча, что снижает его интенсивность и замедляет процесс резки.
Анализ данных таблицы
При резке стали толщиной 3 мм с использованием лазера мощностью 2 киловатта наблюдается снижение скорости резки по сравнению с режимом 1 киловатта. Это обусловлено сужением реза, что приводит к уменьшению доступа кислорода.
Влияние на материал
Высокая мощность лазерного излучения вызывает значительный нагрев металла, что может привести к его деформации и ухудшению качества реза. Это также снижает степень сгорания металла вследствие уменьшения поступления кислорода в область реза.
Резка стали различной толщины
-
При резке стали толщиной 4 мм скорость процесса увеличивается, однако качество реза остается на прежнем уровне. Это связано с частичным рассеиванием лазерного излучения и кислорода.
-
Для стали толщиной 5 мм увеличение мощности лазера способствует ускорению резки и улучшению качества реза. Однако это требует более интенсивной подачи кислорода.
-
При резке стали толщиной 6 мм наблюдается увеличение скорости резки по сравнению с мощностью 1 киловатт, при этом качество реза остается высоким благодаря эффективному сгоранию металла.
Работа с толстыми листами стали
-
Резка стали толщиной 8 мм характеризуется увеличением скорости и улучшением качества реза, что требует повышенного расхода кислорода.
-
Резка стали толщиной 10 мм сопровождается снижением скорости процесса и ухудшением качества реза вследствие недостаточной подачи кислорода.
-
При попытке резки стали толщиной 12 мм станок показал недостаточную эффективность.
Оптимизация процесса резки
Для повышения качества реза на толстых листовых материалах были проведены следующие оптимизации:
-
Увеличение подачи кислорода.
-
Корректировка фокуса лазерного излучения.
Эти меры позволили улучшить скорость и равномерность резки.
Заключение
Проведенное исследование показало, что увеличение мощности лазерного излучения позволяет осуществлять резку стали большей толщины. Однако для достижения оптимальных результатов необходимо учитывать комплекс факторов, включая подачу кислорода и настройку фокуса лазерного луча.

