
Производительность труда в РФ составляет 38% от уровня США. Для аэрокосмической отрасли это не просто статистика — это прямой вызов конкурентоспособности. Себестоимость производства аэрокосмической техники складывается из тысяч операций, и каждая минута простоя, каждый лишний переход в техпроцессе умножаются на программу выпуска.
Снижение трудоемкости производственных процессов — не абстрактная цель, а конкретный рычаг влияния на цену изделия. Производственный цикл изготовления деталей в авиации длится годами. Ускорить его — значит высвободить ресурсы, сократить незавершенное производство, снизить накладные расходы.
Оптимизация производства аэрокосмической отрасли требует системного подхода. Не точечные улучшения, а пересмотр цепочек: от раскроя листа до финальной сборки. Расчет затрат на изготовление деталей помогает выявить «узкие места». Дальше — работа с технологией.
Структура затрат в аэрокосмическом производстве
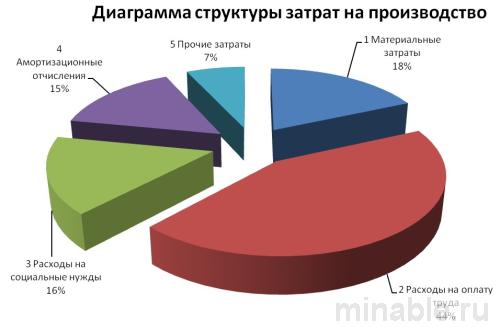
Себестоимость технологии изготовления деталей включает пять основных групп. Материальные затраты: основные и вспомогательные материалы, сырье, комплектующие, энергия. Оплата труда исполнителей: основной и вспомогательный персонал, служащие. Отчисления на социальные мероприятия — 30% от фонда оплаты труда в РФ.
Амортизация основных средств зависит от способа начисления и срока полезного использования, который определяет предприятие. Прочие расходы: командировки, работы контрагентов, накладные расходы, непосредственно связанные с производством и реализацией.
Затраты на материалы рассчитываются с учётом коэффициента использования материала (КИМ) — отношения конечной массы детали к исходной массе заготовки. Отходы тоже имеют цену, и их учёт снижает себестоимость. Формула учитывает номенклатуру деталей, массу, цены материалов, КИМ.
Заработная плата — функция от трудоемкости. Цена единицы рабочего времени умножается на трудоемкость производственного процесса. А трудоемкость, в свою очередь, зависит от количества операций и их повторений в программе выпуска. Цепочка простая, но влияние — каскадное.
Методика расчета себестоимости операций
Штучно-калькуляционное время операции определяется временем цикла и размером партии обработки. Чем больше партия — тем меньше время на единицу. Но в аэрокосмике программы выпуска часто небольшие, поэтому акцент смещается на сокращение самого цикла.
Затраты на электроэнергию рассчитываются через мощность оборудования, тариф и время работы. Амортизация оснастки — через стоимость комплекта, количество комплектов и коэффициент амортизации. Предприятия устанавливают нормативы под свои условия.
Методика упрощена: не учтена стоимость незавершенного производства, инвентаря, освещение, налоги на недвижимость, износ инструмента. Но даже в таком виде она позволяет сравнивать альтернативные техпроцессы и выбирать экономически эффективный вариант.
| Статья затрат | Формула/метод расчета | Зависимость от технологии |
| Материалы | Ni × (Mi/КИМi × Цмi − Цотхi) | КИМ, выбор заготовки, минимизация отходов |
| Оплата труда | Цр.в. × Σ(Кп × Кк × tшк × m) | Число операций, автоматизация, квалификация |
| Электроэнергия | Роб × Цэ × tоб | Мощность оборудования, время цикла |
| Оснастка | Кос × n × а | Универсальность оснастки, срок службы |
Производственный цикл и точки сокращения
Длительность производственного цикла складывается из шести компонентов: время технологических операций, естественных процессов (сушка, охлаждение), транспортировки, контроля качества, межоперационного пролеживания, пролеживания на межцеховых складах.
Уменьшать нужно все составляющие. Но наибольший эффект даёт работа с технологическими операциями — особенно теми, где много переходов, ручная доводка, подгонка. Именно здесь скрыт резерв сокращения цикла на 20-30% без потери качества.
Технологии гибки труб для авиации — пример направления с высоким потенциалом оптимизации. Традиционные методы требуют наполнителей (дорнов, сердечников), что усложняет оснастку и ограничивает работу с длинномерными трубами. Альтернатива есть.

Технологии снижения трудоемкости
Современные решения для аэрокосмического производства охватывают несколько направлений. Пневмотермическая формовка в режиме сверхпластичности — для деталей коробчатой формы сложной геометрии. Формовка универсальными средами — для неосесимметричных изделий.
Формовка-вытяжка и ротационная вытяжка — для тонкостенных оболочек с широким диапазоном габаритов. Изготовление трубопроводных систем с применением электронного макета и координатных измерений — для сокращения подгоночных работ при монтаже.
Бесстапельная сборка летательных аппаратов — метод, который меняет логику финальных этапов. Отказ от стационарных стапелей в пользу мобильной оснастки и лазерного трекинга ускоряет стыковку агрегатов и повышает точность.
Кейс: гибка-формовка крутоизогнутых патрубков
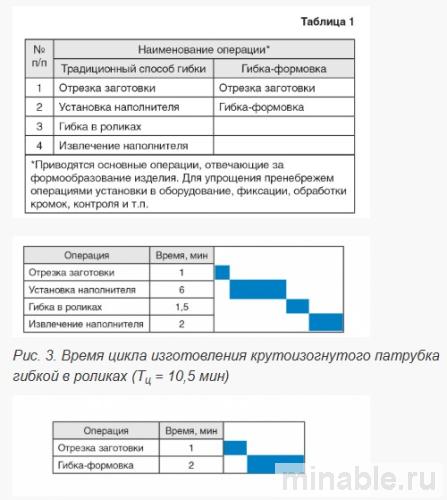
Крутоизогнутые трубные элементы с радиусом гиба 0,8-1,1 диаметра заготовки широко применяются в гидравлических и пневматических системах. Традиционная гибка в роликах требует наполнителя для сохранения круглого сечения — это усложняет процесс.
Гибка-формовка предлагает альтернативу: после изгиба следует операция формовки, восстанавливающая поперечное сечение. Результат — отказ от дорнов, упрощение оснастки, возможность работы с длинномерными заготовками.
Цикловые графики показывают: время цикла изготовления патрубка традиционным способом — 10,5 минут. Гибка-формовка — 3,0 минуты. Снижение на 28%. Для программы выпуска в сотни единиц экономия времени и затрат становится существенной.
Часто задаваемые вопросы
Как рассчитать влияние технологии на себестоимость?
Расчет затрат на изготовление деталей начинается с определения трудоемкости каждой операции. Затем — умножение на цену рабочего времени, добавление материальных затрат, энергии, амортизации. Сравнение альтернативных процессов по единой методике показывает экономический эффект.
Где искать резервы сокращения производственного цикла?
Приоритет — операции с многопереходной обработкой, ручной доводкой, подгонкой. Также — межоперационные пролеживания и транспортировка. Внедрение электронного макета, лазерного трекинга, универсальной оснастки сокращает непроизводительные потери времени.
Применима ли гибка-формовка для серийного производства?
Да. Гибка-формовка крутоизогнутых патрубков особенно эффективна при средних и крупных программах выпуска. Упрощение оснастки снижает капитальные затраты, а сокращение цикла — операционные. Окупаемость — 1-2 года в зависимости от номенклатуры.
Как внедрить бесстапельную сборку на действующем производстве?
Бесстапельная сборка летательных аппаратов требует поэтапного перехода: аудит текущих процессов, пилотный проект на одном агрегате, обучение персонала, масштабирование. Ключевой элемент — система лазерного трекинга для контроля точности в реальном времени.
Расчеты себестоимости приведены в упрощенном виде. Для точной оценки требуется адаптация методики под нормативы конкретного предприятия и учёт всех статей затрат. Технологические параметры процессов нуждаются в верификации на производственном оборудовании.