Технология точного сверления глубоких отверстий в толстых металлических деталях
В данной статье рассматривается методика точного сверления глубоких круглых отверстий в металлических деталях значительной толщины, от 3 до 30 сантиметров и более. Данный метод позволяет избежать смещения отверстия, возникающего при использовании альтернативных технологий.
Требования к параметрам отверстий
Отверстия, полученные данным методом, находят применение в различных отраслях промышленности. К ним предъявляются следующие требования:
-
Высокая точность диаметра с погрешностью не более 0,01 мм;
-
Идеальная геометрическая форма, обеспечивающая абсолютную круглость отверстия;
-
Прямолинейность, характеризующаяся отклонением от прямой линии не более 0,015 мм на каждый метр длины отверстия;
-
Гладкая поверхность с параметром шероховатости, не превышающим значение шероховатости ногтя на мизинце.
Процесс изготовления отверстий
Процесс получения отверстий с заданными характеристиками включает несколько этапов:
-
Начальное сверление отверстия;
-
Расширение отверстия с использованием специализированного инструмента;
-
Доводка отверстия до требуемых параметров формы и размера;
-
Шлифовка поверхности отверстия для достижения необходимой гладкости.
Типы заготовок для сверления
Для реализации данного метода могут быть использованы различные виды заготовок:
-
Валы, полученные методом проката;
-
Кованые детали, подвергшиеся термической обработке;
-
Трубы, изготовленные методом центробежного литья;
-
Детали, обработанные на специализированных ковочных машинах.
Методика достижения высокой точности сверления
Для обеспечения высокой точности сверления рекомендуется использовать двухэтапный метод:
-
Предварительное расширение отверстия;
-
Дополнительное расширение отверстия.
При работе с предварительно обработанными и закаленными деталями необходимо сначала обеспечить прямолинейность отверстия, а затем осуществлять его расширение.
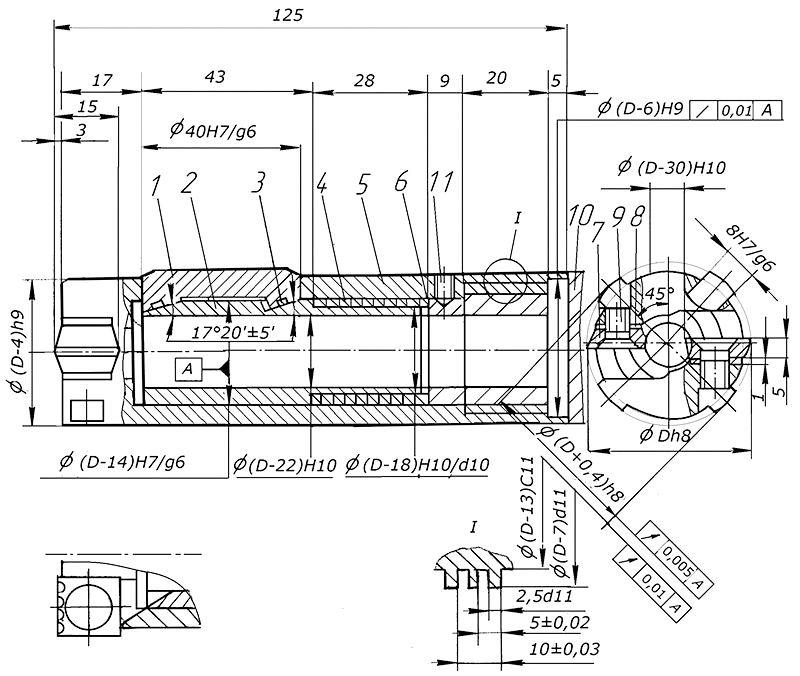
Конструктивные особенности сверлильной машины
Сверлильная машина, предназначенная для выполнения данной операции, включает следующие основные компоненты:
-
Корпус и рабочий стержень;
-
Направляющие элементы с магнитными вставками;
-
Клинья для фиксации заготовки;
-
Пружина с прорезями, обеспечивающая стабильное положение инструмента.
Режущие элементы и их характеристики
Для сверления используются твердосплавные пластины с рабочей поверхностью шириной 15 мм и толщиной 5 мм. На обратной стороне пластин предусмотрены канавки для отвода стружки.
Система подачи смазочно-охлаждающей жидкости
В процессе сверления применяется специальная жидкость, выполняющая функции охлаждения инструмента и удаления стружки. Подача жидкости осуществляется через систему каналов различного диаметра.
Расчет параметров пружины
Параметры пружины определяются исходя из величины усилия, которое она должна выдерживать. Конструкция пружины представляет собой цилиндр с прорезями, расположенными в три ряда.
Контроль качества работы сверлильной машины
После завершения сборки сверлильной машины проводится тестирование на предмет выявления возможных дефектов, таких как проворачивание при сверлении и надежность соединения компонентов.
Заключение
Представленная методика сверления глубоких отверстий является эффективной альтернативой существующим методам. Она обеспечивает высокую точность и аккуратность изготовления отверстий, что имеет важное значение для различных отраслей промышленности.

