Описание
Обзор стандарта ГОСТ 19072-80: Практическое руководство для цеха
В машиностроении правильный выбор и использование режущих инструментов являются ключевыми факторами обеспечения высокого качества обработки. Сменные многогранные пластины (СМП) представляют собой важный элемент инструментария, предназначенный для обработки материалов на металлорежущих станках. ГОСТ 19072-80 устанавливает требования к круглым твердосплавным пластинам с заданным задним углом, что обеспечивает их эффективность при резании. Несмотря на то, что данный стандарт был разработан достаточно давно, он продолжает широко применяться в производственной практике. В данном обзоре рассмотрены основные аспекты применения стандарта ГОСТ 19072-80 на практике и ключевые моменты, которые необходимо учитывать при его использовании.
Назначение и область применения стандарта
Стандарт ГОСТ 19072-80 регламентирует параметры круглых сменных пластин с одним задним углом, предназначенных для обработки материалов на токарных и фрезерных станках. Такие пластины характеризуются наличием центрального отверстия для крепления и специальных канавок для отвода стружки. Основной конструктивной особенностью данных пластин является их круглая форма, что обеспечивает наличие множества режущих кромок и возможность их переустановки в различных положениях.
Круглые пластины преимущественно используются для выполнения операций токарной обработки, связанных с удалением значительного объема материала, а также для фрезерования, в том числе при обработке торцовых поверхностей. Их применение оправдано при высоких скоростях резания и значительных подачах, а также в условиях, требующих повышенной износостойкости и устойчивости к ударным нагрузкам.
Основные технические требования стандарта
Стандарт ГОСТ 19072-80 детально описывает конструктивные и геометрические параметры круглых пластин.
-
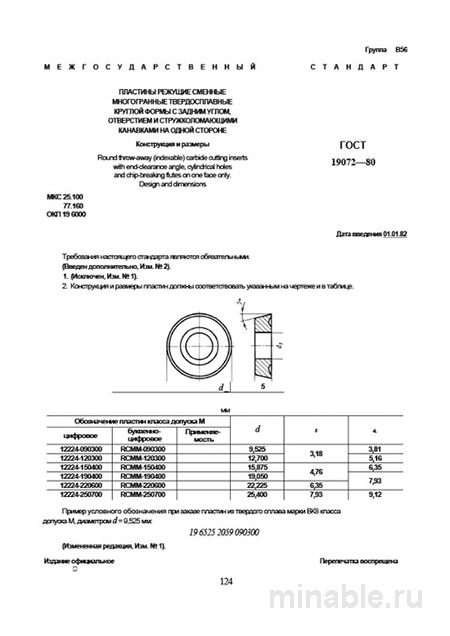
Форма и маркировка: Пластины имеют круглую форму и маркируются буквой "R". В маркировке указываются следующие параметры: диаметр пластины (d), толщина (s), диаметр центрального отверстия (d1), марка твердого сплава и другие характеристики.
-
Размеры: Стандарт устанавливает допустимые диапазоны значений для диаметра пластины (d), толщины (s) и диаметра центрального отверстия (d1). Задний угол (α) обычно составляет 11 градусов. Пластины с задним углом предназначены для установки в державки, имеющие отрицательный угол, что способствует увеличению прочности режущей кромки.
-
Канавки для отвода стружки: В стандарте описаны различные типы канавок (например, K, H), предназначенные для эффективного удаления стружки в процессе резания.
-
Материалы: Пластины изготавливаются из твердых сплавов, соответствующих требованиям ГОСТ 3882. Эти сплавы обеспечивают высокую износостойкость и подходят для обработки различных материалов, включая чугун, сталь и цветные металлы.
Контроль качества пластин
При поступлении партии пластин необходимо провести тщательную проверку их качества для обеспечения соответствия требованиям стандарта.
-
Проверка размеров: Для измерения диаметра и толщины пластины используются измерительные инструменты, такие как микрометр или штангенциркуль. Важно, чтобы все пластины в партии имели одинаковые геометрические параметры.
-
Контроль канавок: С помощью лупы проводится визуальный осмотр канавок на наличие дефектов, таких как сколы, заусенцы или неровности. Некачественные канавки могут привести к снижению эффективности обработки и повреждению инструмента.
-
Проверка маркировки: Каждая пластина должна иметь четкую и разборчивую маркировку, содержащую всю необходимую информацию. Нечеткая или стертая маркировка может свидетельствовать о нарушении условий хранения или транспортировки.
Сравнительный анализ с другими стандартами
Существуют и другие стандарты, регламентирующие параметры сменных пластин, такие как ГОСТ 19075-80 и ГОСТ 19086-80. Рассмотрим основные различия между этими стандартами.
/ Параметр / ГОСТ 19072-80 (круглые) / ГОСТ 19075-80 (треугольные) / ГОСТ 19086-80 (квадратные) / /--------------------------/--------------------------/----------------------------/---------------------------/ / Форма пластины / Круглая (R) / Треугольная (T) / Квадратная (S) / / Количество режущих кромок / 8-12 / 6 / 8 / / Прочность вершины / Высокая / Средняя / Высокая / / Основное назначение / Точение с большими подачами / Универсальное точение / Точение и фрезерование / / Склонность к вибрациям / Низкая / Средняя / Средняя/Высокая / / Типичные допуски / ±0,13 мм / ±0,08-±0,13 мм / ±0,08 мм /
Как видно из таблицы, круглые пластины обладают высокой прочностью и предназначены для выполнения операций, связанных с удалением значительных объемов материала. Треугольные пластины универсальны и могут использоваться для широкого спектра задач, тогда как квадратные пластины обеспечивают высокую прочность и подходят для операций точения и фрезерования.
Практические рекомендации
-
Выбор пластин: При выборе пластин для чистовой обработки рекомендуется отдавать предпочтение другим типам пластин, не имеющим большого количества режущих кромок. Круглые пластины наиболее эффективны при снятии значительных слоев материала.
-
Предварительная проверка: При получении партии пластин необходимо провести выборочную проверку нескольких образцов из разных упаковок для оценки их состояния и остроты режущих кромок.
-
Надежное крепление: Важно обеспечить надежное крепление пластин в державке для предотвращения их поломки в процессе работы.
-
Оптимизация процесса: Рекомендуется экспериментировать с различными типами канавок для отвода стружки для достижения оптимальных условий обработки без замены всего инструмента.
Заключение
ГОСТ 19072-80 является важным нормативным документом, регламентирующим параметры круглых сменных пластин. Понимание требований данного стандарта и его правильное применение позволяют повысить эффективность обработки, снизить вибрации в процессе резания и обеспечить надежность работы металлорежущего оборудования. Для достижения наилучших результатов необходимо внимательно проверять качество пластин при получении, правильно их устанавливать и оптимизировать параметры обработки.

