Описание
Обзор стандарта ГОСТ 19083-80: практический взгляд из производственной среды
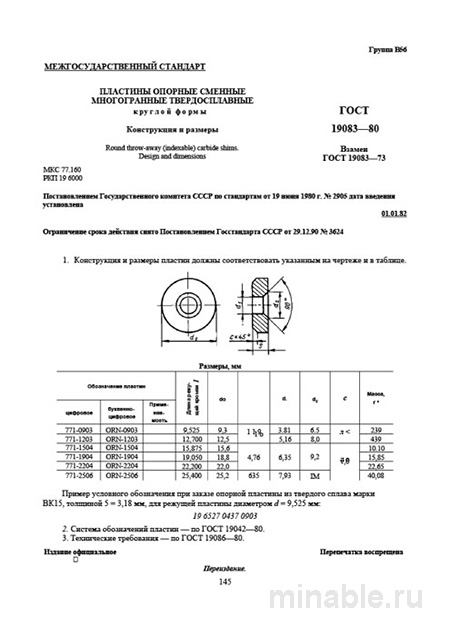
В современном машиностроении правильный выбор и эксплуатация режущих инструментов играют ключевую роль. Основой любого режущего инструмента являются сменные режущие пластины, которые различаются по форме. Среди них особое место занимают круглые опорные пластины, регламентированные стандартом ГОСТ 19083-80. Несмотря на свой возраст, данный стандарт продолжает оставаться актуальным и способствует повышению качества работы и долговечности инструментов. В данном обзоре будет представлен анализ круглых опорных пластин с учетом практического опыта работы на производстве.
Назначение круглых опорных пластин
Стандарт ГОСТ 19083-80 определяет круглые опорные пластины, которые выполняют функцию основы для режущих пластин. Эти пластины устанавливаются в специализированные инструменты, такие как расточные резцы и фрезы, и обеспечивают стабильность и точность работы режущего элемента.
Основные функции круглых опорных пластин включают:
-
Восприятие основной нагрузки при обработке, что предотвращает прогиб инструмента и повреждение режущей кромки.
-
Обеспечение высокой точности обработки деталей, где критически важны геометрические параметры и качество поверхности.
Основные требования стандарта
Геометрические параметры
Стандарт строго регламентирует геометрические характеристики круглых опорных пластин. Основные параметры включают:
-
Диаметр (D), который варьируется от 10 до 32 мм.
-
Высоту (H).
Пластины изготавливаются в двух исполнениях:
-
Без центрального отверстия (тип 1). Крепление осуществляется с помощью различных методов.
-
С центральным отверстием (тип 2). Отверстие предназначено для установки пластины с использованием штифта или винта.
Следует отметить, что центральное отверстие смещено относительно геометрического центра пластины, что является важным условием для правильной установки.
Материалы изготовления
Для производства круглых опорных пластин используются твердые сплавы. Наиболее распространенными являются сплавы на основе вольфрама и кобальта, которые применяются для обработки чугуна и цветных металлов. Для обработки стали применяются более прочные сплавы на основе титана.
Особое внимание уделяется механическим свойствам пластин, таким как прочность на сжатие и отсутствие внутренних дефектов, включая трещины. Контроль качества материалов осуществляется на этапе производства.
Процедура контроля качества пластин
При поступлении партии круглых опорных пластин проводится их тщательная проверка на соответствие требованиям стандарта. Основные этапы контроля включают:
-
Визуальный осмотр и проверка маркировки. Пластины должны быть без видимых дефектов, таких как сколы и трещины. Маркировка должна содержать информацию о типе, размере и материале пластины.
-
Измерение геометрических параметров. Для определения диаметра и высоты пластины используются штангенциркуль или микрометр. Также проверяется параллельность оснований пластины.
-
Контроль расположения отверстия. Смещение отверстия относительно геометрического центра пластины проверяется с помощью специальных измерительных приборов.
-
Определение твердости. Твердость пластин измеряется по специальной шкале, и полученные значения должны соответствовать установленным требованиям.
Сравнительный анализ с другими стандартами
Для более глубокого понимания особенностей круглых опорных пластин по ГОСТ 19083-80 целесообразно провести их сопоставление с аналогичными стандартами, такими как ГОСТ 2209-82 (на режущие пластины) и ГОСТ 25395-90 (на опорные пластины).
/ Параметр / ГОСТ 19083-80 (Опорные) / ГОСТ 2209-82 (Режущие) / /----------------------------/----------------------------------------------------------/----------------------------------------------------------/ / Основное назначение / Служат основой для режущей пластины, воспринимают нагрузку / Режут материал, формируют стружку и обработанную поверхность / / Форма режущей кромки / Нет режущей кромки, боковая поверхность цилиндрическая / Есть режущая кромка с передними и задними углами, фасками и радиусами при вершине / / Требования к материалу / Прочность на сжатие, отсутствие дефектов / Износостойкость, красностойкость, ударная вязкость / / Допуски на изготовление / Строгие допуски на параллельность и соосность / Строгие допуски на углы и радиусы режущей кромки / / Отверстие / Отверстие (если есть) смещено / Отверстие обычно по центру /
Рекомендации для технологов и специалистов по закупкам
Основываясь на практическом опыте работы, можно выделить следующие рекомендации для технологов и специалистов по закупкам:
-
При оформлении заказа необходимо указывать в спецификации не только номер стандарта, но и все технические параметры пластины, включая тип, диаметр, высоту и марку твердого сплава. Например: «Пластина опорная 19083-080 ВК8». Не следует полагаться на то, что поставщик самостоятельно подберет аналог.
-
При приемке партии пластин необходимо проверять параллельность оснований. Многие специалисты ограничиваются проверкой диаметра и высоты, что может привести к негативным последствиям.
-
В процессе эксплуатации следует уделять внимание чистоте мест установки пластин. Наличие даже незначительного загрязнения может негативно сказаться на точности обработки и привести к поломке инструмента.
-
При замене отечественных пластин на импортные аналоги необходимо учитывать возможные различия в размерах и допусках. В некоторых случаях может потребоваться дополнительная настройка оборудования.
Заключение
Стандарт ГОСТ 19083-80 является важным нормативным документом, который способствует созданию точных и надежных режущих инструментов. Понимание требований данного стандарта позволяет повысить качество производственных процессов и продлить срок службы оборудования.

