Описание
Обзор ГОСТ 16192-70: Заготовки для вставок матриц горизонтально-ковочных машин
В условиях крупносерийного производства особое значение приобретает качество и долговечность технологического оборудования. Одним из ключевых нормативных документов, регулирующих этот аспект, является ГОСТ 16192-70. Стандарт устанавливает требования к заготовкам для вставок матриц, применяемым в горизонтально-ковочных машинах. Несмотря на то, что стандарт был введен в действие в 1970 году, он продолжает оставаться актуальным и важным для отечественных предприятий.
Цели и область применения стандарта
ГОСТ 16192-70 определяет технические условия для изготовления заготовок, используемых в качестве элементов матриц для горизонтально-ковочных прессов. Основная цель стандарта заключается в обеспечении взаимозаменяемости и унификации деталей, что позволяет:
-
Ускорить процесс разработки и внедрения новых изделий.
-
Упростить контроль качества и процедуру замены компонентов.
-
Оптимизировать складские запасы и транспортные расходы.
-
Повысить эксплуатационную надежность готовых матриц за счет использования сертифицированных материалов.
Область применения стандарта распространяется на машины с усилием ковки от 16 до 255 тонн.
Основные технические требования
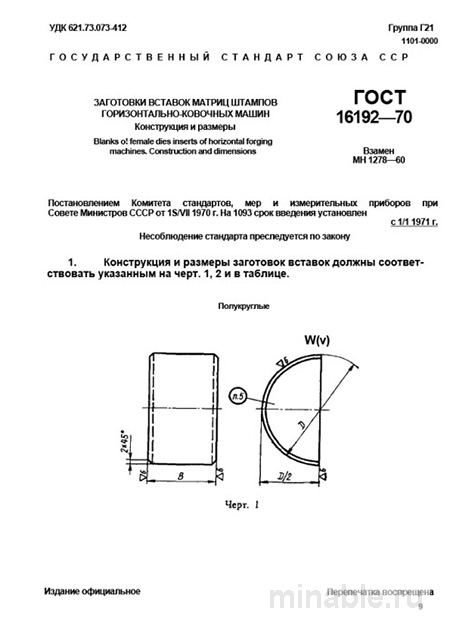
Стандарт регламентирует геометрические параметры заготовок, включая диаметр, высоту и диаметр отверстия. Все размеры и допуски должны строго соответствовать установленным нормам.
Материалы
Заготовки изготавливаются из легированных сталей марок 5ХНВ, 5ХНМ или 5ХНТ. Обязательным условием является ковка с последующей термической обработкой (отжиг). Использование литых или прокатных заготовок не допускается, так как ковка обеспечивает оптимальные механические свойства материала, такие как повышенная прочность и устойчивость к трещинообразованию.
Механические свойства
Твердость заготовок по методу Бринелля не должна превышать 241 единиц. Это позволяет проводить механическую обработку на металлорежущих станках без значительных усилий и риска повреждения инструмента. Низкая твердость также снижает вероятность возникновения дефектов при дальнейшей обработке и эксплуатации.
Контроль качества
Проверка качества заготовок является неотъемлемой частью производственного процесса. Основные этапы контроля включают:
-
Идентификацию материала и способа изготовления: Заготовка должна быть маркирована как кованая.
-
Измерение твердости: Твердость заготовки должна соответствовать требованиям стандарта (не более 241 Hb).
-
Контроль геометрических параметров: Размеры заготовки должны соответствовать установленным допускам.
-
Визуальный осмотр: На поверхности заготовки не должно быть дефектов, таких как трещины, закаты, неровности и другие несоответствия.
Возможные дефекты
Несоответствие требованиям стандарта может привести к следующим проблемам:
-
Повышенная твердость: Заготовки с твердостью выше 241 Hb могут быть затруднительны в обработке и подвержены разрушению при эксплуатации.
-
Дефекты поверхности: Наличие трещин, закатов и других дефектов может стать причиной преждевременного выхода оборудования из строя.
-
Неправильный материал: Использование сталей, не соответствующих требованиям стандарта, может привести к снижению эксплуатационных характеристик оборудования.
Сравнение с альтернативными стандартами
ГОСТ 16192-70 является специализированным нормативным документом, предназначенным для заготовок матриц горизонтально-ковочных машин. Его применение не может быть заменено использованием общих стандартов на поковки, таких как ГОСТ 26615-85 (Поковки из конструкционной стали). Основные различия между стандартами представлены в таблице:
/ Параметр / ГОСТ 16192-70 / ГОСТ 26615-85 (Поковки из конструкционной стали) / /---------------------/-------------------------------------------------------/---------------------------------------------------/ / Назначение / Специализированные заготовки для ГКМ / Поковки общего назначения / / Материалы / Определенные легированные стали / Широкий спектр конструкционных сталей / / Твердость / Нормирована (не более 241 Hb) / Не нормируется / / Геометрия / Стандартизирована / Произвольная / / Шероховатость / Нормируется / Обычно не нормируется /
Использование ГОСТ 26615-85 требует дополнительных условий и допусков, что усложняет процесс производства. ГОСТ 16192-70 уже содержит все необходимые требования, что делает его более предпочтительным для специализированного применения.
Рекомендации для специалистов
-
Использовать только сертифицированные заготовки, соответствующие требованиям ГОСТ 16192-70.
-
Обеспечивать контроль качества материалов на всех этапах производства.
-
Проводить регулярный визуальный и инструментальный контроль заготовок.
-
Соблюдать технологию термической обработки, включая правильный отжиг.
Заключение
ГОСТ 16192-70 является важным нормативным документом, регламентирующим производство заготовок для вставок матриц горизонтально-ковочных машин. Его соблюдение позволяет обеспечить высокое качество и эксплуатационную надежность оборудования, что является ключевым фактором в условиях массового производства.

