Описание
Обзор ГОСТ 19079-80: стандартизация сменных пластин для токарных и строгальных станков
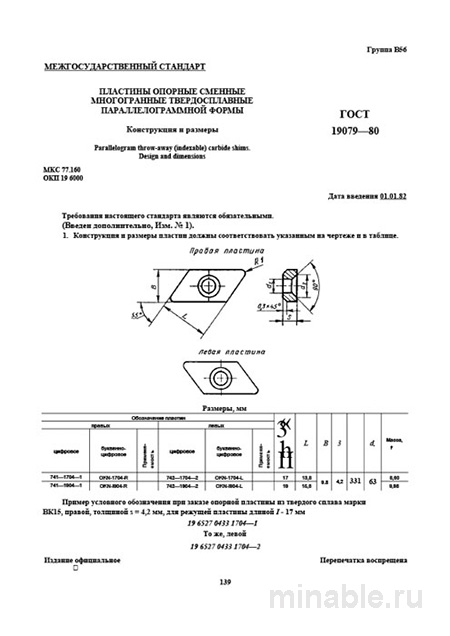
В сфере машиностроения, особенно при массовом производстве, критическую важность приобретает обеспечение бесперебойной и высокопроизводительной работы металлорежущего оборудования. Для этого используются сменные режущие пластины, которые подвергаются стандартизации в соответствии с нормативными документами. Одним из таких документов является ГОСТ 19079-80, который регламентирует геометрические параметры и конструктивные особенности сменных пластин для токарных, строгальных и долбежных станков.
Назначение и область применения
ГОСТ 19079-80 устанавливает требования к форме, размерам и материалам сменных пластин, предназначенных для обработки различных материалов на станках с ручным управлением, а также на автоматических и станках с числовым программным управлением (ЧПУ). Пластины, соответствующие данному стандарту, имеют форму ромба и оснащены двумя режущими кромками, что обеспечивает высокую производительность и удобство эксплуатации.
Эти пластины применяются для выполнения операций чистовой и получистовой обработки, включая обработку сложных поверхностей с высокими требованиями к точности. Угол при вершине режущей части пластины составляет 80 градусов, а угол при вершине ромба — 100 градусов, что обеспечивает необходимую прочность и долговечность инструмента.
Основные характеристики пластин
-
Геометрические параметры: Сменные пластины имеют форму ромба и характеризуются определенными размерами, которые обозначаются в маркировке. Например, обозначение 22102 указывает на то, что большая диагональ пластины составляет 22 мм, толщина — 10 мм, а тип и радиус скругления режущей кромки составляют 2 мм.
-
Материалы: Производство пластин осуществляется из твердых сплавов, выбор которых зависит от обрабатываемого материала:
-
Для обработки чугуна, цветных металлов и пластмасс применяются сплавы на основе карбида вольфрама (ВК8, ВК6).
-
Для обработки стали используются сплавы с высоким содержанием карбида титана (Т5К10, Т15К6).
-
-
Качество изготовления: Особое внимание уделяется качеству изготовления пластин, поскольку наличие дефектов, таких как трещины, поры или неоднородности структуры, может привести к снижению эксплуатационных характеристик инструмента и преждевременному выходу его из строя.
Методы контроля качества
При поступлении пластин на производство проводится их входной контроль, включающий следующие этапы:
-
Визуальный осмотр: Проверяется отсутствие дефектов поверхности пластины, таких как трещины, сколы, а также равномерность распределения припоя в случае пластин, напрессованных на державку.
-
Измерение геометрических параметров: Для контроля толщины пластины используется микрометр, а для проверки прямолинейности и плоскостности — измерительные линейки и уровни. Особое внимание уделяется радиусам скругления режущих кромок, которые должны соответствовать требованиям стандарта.
Сравнение с другими стандартами
На рынке представлены и другие стандарты, регламентирующие параметры сменных пластин, такие как ГОСТ 25395-90 (пластины квадратные) и ГОСТ 19087-80 (пластины треугольные). Каждый из этих стандартов имеет свои особенности, которые определяют область их применения:
/ Параметр / ГОСТ 19079-80 / ГОСТ 25395-90 / ГОСТ 19087-80 / /-----------------------------/-------------------/-------------------/-------------------/ / Основное назначение / Универсальное точение с постоянным направлением подачи / Черновое и получистовое точение, подрезка торцов, возможность реверсирования подачи / Чистовая обработка с малыми подачами, точение по контуру / / Количество режущих кромок/ 2 / 4 / 3 / / Прочность вершины / Средняя / Высокая / Низкая / / Стойкость инструмента / Высокая / Очень высокая / Средняя / / Типичные допуски / Высокие / Высокие / Высокие /
Рекомендации по использованию
-
Выбор поставщика: При закупке сменных пластин необходимо отдавать предпочтение проверенным производителям, имеющим соответствующие сертификаты и протоколы испытаний. Важно обращать внимание на маркировку, которая должна содержать информацию о типе сплава и соответствии пластины требованиям ГОСТ.
-
Процедура приемки: В процессе приемки рекомендуется открывать несколько упаковок из одной партии и проводить выборочный контроль качества пластин. При обнаружении дефектов в одной из пластин необходимо провести проверку всей партии.
-
Эксплуатация: Сменные пластины должны быть надежно закреплены в державке станка. Не допускается использование пластин с дефектами режущих кромок, такими как сколы или трещины. Для станков с ЧПУ рекомендуется использовать ромбические пластины при неизменном направлении подачи. В случае необходимости частой смены направления подачи целесообразно применять квадратные или круглые пластины.
Заключение
ГОСТ 19079-80 является важным нормативным документом, который регламентирует параметры сменных пластин для токарных и строгальных станков. Соблюдение требований данного стандарта позволяет обеспечить высокую производительность, надежность и долговечность металлорежущего оборудования, что в свою очередь способствует повышению эффективности производственных процессов.

