Описание
Обзор ГОСТ 8786-68: работа с сегментными шпонками
В машиностроении, где обеспечение надежного соединения деталей является критически важным аспектом, необходимо строго соблюдать установленные стандарты. Одним из таких стандартов является ГОСТ 8786-68 «Сталь чистотянутая для шпонок сегментная. Сортамент», который регламентирует параметры и требования к сегментным шпонкам. Данный обзор направлен на разъяснение значимости этого стандарта и предотвращение типичных ошибок при его применении.
Цели и назначение стандарта
ГОСТ 8786-68 устанавливает размеры и допуски для сегментных шпонок, которые изготавливаются из специально обработанной стали. Основной функцией сегментных шпонок является передача крутящего момента от вала к ступице в механизмах с невысокими нагрузками и относительно медленными движениями, таких как зубчатые колеса и шкивы. Преимущество данного типа шпонок заключается в их простоте установки и демонтажа, что позволяет сократить время на монтаж и снизить затраты на обработку деталей.
Типичные ошибки при использовании шпонок
На практике часто встречаются случаи, когда конструкторы пытаются использовать сегментные шпонки для валов большего диаметра, чем предусмотрено стандартом, заменяя их призматическими шпонками. Это приводит к необходимости дополнительной обработки вала, что ослабляет его конструкцию и увеличивает стоимость производства. Для валов диаметром до 30–40 мм рекомендуется использовать сегментные шпонки как более рациональное и экономичное решение.
Основные требования и материалы
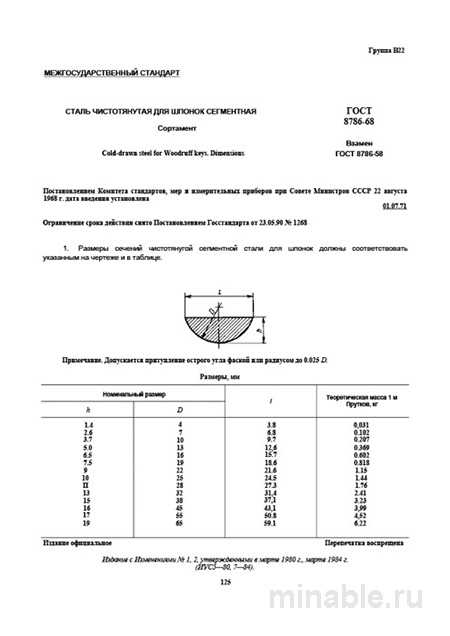
ГОСТ 8786-68 строго регламентирует геометрические параметры сегментных шпонок, включая ширину, высоту, диаметр и рабочую высоту. Допуски на указанные размеры должны соответствовать квалитетам h23 и h24, что обеспечивает точность посадки шпонки в канавке вала.
Для изготовления сегментных шпонок используется сталь марок 45, 50 или 60Г, которая проходит процесс чистотянутой обработки, что обеспечивает высокую прочность и износостойкость. Шпонки поставляются в закаленном состоянии, готовые к использованию.
Методы контроля качества шпонок
Контроль качества шпонок осуществляется как со стороны поставщика, так и со стороны потребителя. Основные методы проверки включают:
-
Визуальный осмотр на наличие дефектов, таких как ржавчина, заусенцы или трещины.
-
Измерение геометрических параметров с использованием линейных измерительных инструментов или специализированного оборудования.
-
Определение твердости материала шпонки с помощью твердомеров для предотвращения использования слишком мягких или твердых материалов.
Возможные дефекты и их последствия
Использование шпонок ненадлежащего качества может привести к следующим проблемам:
-
Слишком мягкая шпонка может деформироваться или разрушиться под воздействием нагрузки.
-
Слишком твердая шпонка может вызвать механические повреждения при монтаже.
-
Неправильные размеры шпонки могут привести к нарушению сопряжения деталей и снижению надежности соединения.
Сравнительный анализ с другими стандартами
Для более глубокого понимания значимости ГОСТ 8786-68 целесообразно провести сравнительный анализ с другим стандартом, регулирующим параметры призматических шпонок — ГОСТ 23360-78.
/ Параметр / ГОСТ 8786-68 (Сегментная) / ГОСТ 23360-78 (Призматическая) / /----------/----------------------------/------------------------------/ / Назначение / Легкие и средние нагрузки / Большие нагрузки / / Канавки / Простая канавка / Глубокие канавки / / Точность / Нормальная точность / Высокая точность / / Фиксация / Простое соединение / Плотное соединение / / Удобство / Легко установить / Сложно установить /
Рекомендации для специалистов
-
При проектировании механизмов рекомендуется избегать использования сегментных шпонок для валов с диаметром свыше 30–40 мм, отдавая предпочтение призматическим шпонкам в случае необходимости.
-
При заключении договоров на поставку шпонок следует указывать марку стали и метод контроля твердости. Также рекомендуется требовать предоставления сертификата на партию продукции.
-
При проверке качества шпонок необходимо проводить измерение твердости и геометрических параметров для предотвращения использования бракованных деталей.
-
Хранение шпонок должно осуществляться в условиях, исключающих возможность коррозии, что позволит сохранить их эксплуатационные характеристики.
Важный момент
Следует учитывать, что ГОСТ 8786-68 регламентирует параметры самих шпонок, в то время как ГОСТ 8787-68 устанавливает требования к размерам канавок под шпонки. Неправильное сочетание стандартов может привести к несовместимости деталей и снижению надежности соединений.
Заключение
ГОСТ 8786-68 является важным нормативным документом, регулирующим параметры и требования к сегментным шпонкам. Его соблюдение позволяет обеспечить надежность и долговечность соединений, снизить затраты на производство и повысить эффективность технологических процессов. Профессиональное знание и применение данного стандарта является обязательным для специалистов в области машиностроения.

